Mold Better Parts Faster at Lower Cost: It’s Possible with Real-Time In-Mold Access to Material Characterization Data



In order to produce quality thermoset parts quickly and consistently, processors need real-time access to four pieces of data at any given point in each molding cycle:
- How close are you to the material’s gel point?
- What is the material’s current glass transition temperature (Tg)?
- What is the current degree of cure (DoC) for the part?
- And where is the flow front inside your mold at this moment?
These four important sets of material characterization data are available in real time from sensXPERT’s in-mold dielectric monitoring system.
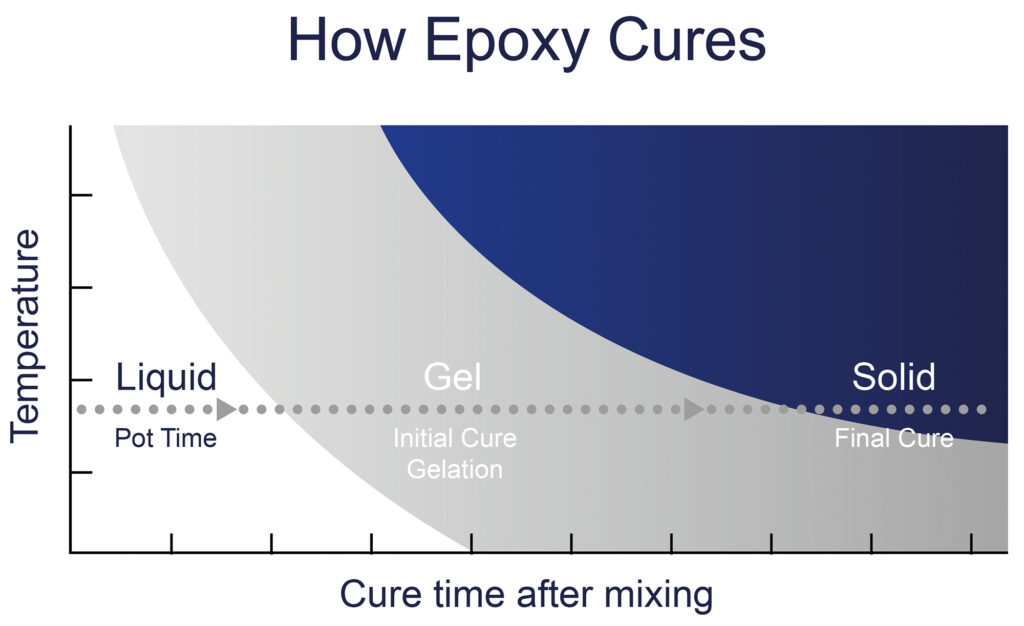
Gel Point
Knowing how close you are to the gel point tells you so much useful information about how the cross-linking process is going inside your mold. For instance, it tells you how much of the monomer has already been converted to polymer. It tells you how the conversion is going between viscous liquid and elastic gel and whether the polymer has stopped flowing. The latter indicates whether material will fill the tool properly or will freeze off prematurely and cause a short-shot. Knowing how far the flow front has advanced and how close you are to the gel point gives a processor information on what machine parameters—like injection time and pressure—can be manipulated to speed up or slow down fill and cure. When the gel point is hit and material stops freely flowing, static friction between material and the mold surface increases dramatically. If the tool is not sufficiently filled at that point, more pressure will be required to push material to the farthest points from the gate(s), which can cause microscopic damage to the material (as polymer chains are broken) and potential embrittlement of the part. These are defects that cannot be seen, but that access to in-mold data can warn against. Furthermore, if gel point occurs before flow fronts converge and fully mix, then the resulting weldlines will represent potential mechanical weak spots in the part, which also is likely to suffer from visual defects.
Although different families and different grades of polymer have different gel points, for a given material, gel point always occurs at the same point in the cross-linking process independent of molding conditions. However, because it tells you how far along cross-linking has progressed, and because cross-linking is affected by molding conditions, knowing at what point in time you will hit the gel point tells you whether your molding process is speeding up or slowing down and that is a useful piece of information.
Accessing accurate information on gel point at any point in time is also important when molding materials like sheet molding compound (SMC) that require a maturation process between the compounding and molding steps. If you try to cure too early, there will not be time to build up a sufficient cross-link network, which can lead to a post-mold stress relaxation response and warpage (dimensional changes), which become serious quality issues. On the other hand, if you are molding material that is aging, its viscosity will increase at an earlier point in time, leading to a scrap part.
Glass Transition Temperature (Tg)
Tg is a measure of the transition between a rigid/glassy material and a soft/pliable material that can move in response to stress. It indicates the mechanical performance a material will provide within a given temperature range. Polymers that are flexible at room temperature like silicone rubber and polyurethane foams tend to have a Tg that is below 0°C whereas materials that are rigid at room temperature like epoxies and vinyl esters tend to have a Tg that is above 0°C. Tg is very important when initially specifying a material to use in a part because it tells you over what range of temperatures the material will provide sufficient mechanical integrity. However, just like degree of cure, Tg also is an important post-mold quality assurance (QA) check that can be tested using dynamic mechanical analysis (DMA) or differential scanning calorimeter (DSC). In fact, Tg and DoC are directly related via the DiBenedetto equation. Therefore, Tg, which indicates application performance, is dependent on DoC. While Tg can’t be shifted on the temperature scale, it can be shifted on the time scale and is another way to ensure you’re producing quality parts even while you’re trying to shorten your processing time.
Without real-time, in-mold access to Tg information, the only way to know if you made a good part on the last molding cycle is to test it after you make it—which requires physical space on the plant floor, equipment, and an operator, all of which add cost and time to the production process. Also, given the delay between making and testing parts, if the process has drifted and the part in question is not in the correct Tg range, then likely many other parts that were subsequently molded also will be out of spec, leading to high scrap rates and increased costs. However, with real-time, in-mold access to Tg and degree of cure, QA tests can effectively be completed inside the mold—eliminating the need for post-mold testing. Tg can be verified on each molding cycle to ensure a part will perform properly even before the press opens and the part is demolded.
Degree of Cure (DoC)
Degree of cure for a thermoset polymer helps a processor understand how far cross-linking has proceeded within the part—either while it is still inside the mold or after demolding. Proper cure is critical to achieving all later performance criteria for a part, including mechanicals, dimensional stability, percent shrinkage, and chemical resistance. With many thermoset materials, processors eject before parts are fully cured to help keep molding cycles fast, parts cost-competitive, and to keep from overcuring (and embrittling) parts. However, it is important that all parts are demolded at the same stage and at the same performance to avoid deviations in manufacturing lots—something in-mold sensing systems tied to machine learning algorithms can facilitate.
For a molder, degree of cure is useful just like Tg in providing a QA check on part quality. And like Tg, sensXPERT’s in-mold dielectric monitoring system enables a molder to move that QA check from downstream of the processing step to inside the mold.
Flow Front Detection
Flow front detection is another important indication of how the tool is filling with material and whether or not material is still moving—in other words, whether or not gelation has reached a critical point. It also gives a snapshot at a specific point in time about a material’s viscosity level—is it in the target range or is it too high or too low—and whether process parameters need to be adjusted, such as shortening injection time if it viscosity is getting too high.
Looking at how far the flow front has progressed at a given point in time and a specific spot inside the tool from one shot to the next is also useful for troubleshooting whether or not the material is aging—either due to improper storage conditions or old material—and causing viscosity to increase at an earlier point in time. This can even occur when workers take quick breaks and material ends up getting prematurely heated or sitting out overly long, or it can occur f the mold was left open longer than normal as material is loaded, causing the internal mold temperature to drop. Checking for changes in the flow front at a particular point in time can be a useful QA alert that could indicate damage has occurred inside the part even if no visual indicator is present.
As you can see, having real-time access to these important materials characterization data can help molders scientifically quantify good and bad process cycles and better adjust molding conditions to ensure quality parts are produced repeatably, rapidly, and cost-effectively. In future posts, I’ll provide more detail on how our system works and why it is different from other systems on the market.
Critical materials characterization data provided by sensXPERT real-time in-mold sensing system
- Gel Point: indicates how cross-linking is proceeding, whether material is likely to fill tool or cause a short shot, can indicate if microscopic damage is occurring in material and whether material is properly mixing in converging flow fronts.
- Glass Transition Temperature (Tg): indicates range of temperatures where material will provide adequate mechanical performance, so is important during initial part specification process but it also is a valuable QA test of molded part quality. sensXPERT’s mold sensing system enables this QA check to be brought inside the mold.
- Degree of Cure: indicates how far cross-linking has proceeded inside part. Since proper cure is critical for achieving all subsequent performance criteria for the part, degree of cure is used as a QA check to test molded part quality. sensXPERT’s mold sensing system enables this QA check to be brought inside the mold.
- Flow Front Detection: indicates how tool is filling, whether material is still moving, and indicates viscosity of material, which can be helpful for troubleshooting aging material or material that is being molded at too cool a level because the tool was open too long.