Kunststoffkomponenten in höchster Qualität: Innovative Lösungen von Produktionsexperten für Ihre Fertigung
sensXPERT bietet eine fortschrittliche Prozesskontrolllösung, die über herkömmliche Überwachung hinausgeht. Unsere Technologie visualisiert das Materialverhalten in Echtzeit und garantiert höchste Leistung und Qualität in der Kunststoffproduktion.
Suchen Sie Antworten auf diese Fragen?
Wie können wir wirtschaftliche Verluste reduzieren, unabhängig von Material- und Prozessabweichungen werden und dennoch das volle Potenzial unserer Produktion ausschöpfen?
Wie können wir Energie sparen, Abfall reduzieren, Komponenten höchster Qualität herstellen und dabei die Ansprüche an eine nachhaltigere Fertigung erfüllen?

Wir haben die Antworten!
Erreichen Sie Ihre Produktionsziele mit sensXPERT
Unsere innovative, dielektrische Technologie fügt sich nahtlos an eine Vielzahl von Produktionsprozessen ein und gewährleistet Qualität und Effizienz über zahlreiche Branchen und Materialien hinweg. Entdecken Sie, wie wir Abweichungen in Echtzeit erkennen und lösen, um Ihre Produktionsergebnisse zu optimieren.
Verbundwerkstoffe
- Luft- und Raumfahrt
- Automobil
- und mehr
Thermosets
- E-Mobilität
- Verkapselung
- und mehr
Elastomere
- Pumpen
- und mehr
Thermoplaste, Rezyklate, PCR
- Automobil
- und mehr

Was Sie mit sensXPERT erreichen können
1…2…3…los!
Materialzusammensetzung – präzise und unmittelbar analysiert
30% Potenzial zur Reduzierung der Zykluszeiten
Steigerung der Produktionsleistung
Erreichen schnellere Durchlaufzeiten
Bis zu 50% weniger Ausschuss
Abfall minimieren und Gewinne durch weniger Ausschuss maximieren.
Amortisierung der Investition
in weniger als 3 Monaten
Nutzen Sie Materialverhalten und Maschineneinblicke in Echtzeit
Die Materialverarbeitung von heute ist dynamisch

Die sensXPERT Technologie meistert die Herausforderungen der Prozessoptimierung, identifiziert Materialmischungen präzise und erkennt Anomalien schnell, sobald sie auftreten. Mit benutzerfreundlicher Hardware, unterstützt durch modernstes Machine Learning und KI, ermöglicht sensXPERT eine kosteneffiziente, hochwertige und nachhaltigere Produktion.
Ihr Nutzen auf einen Blick
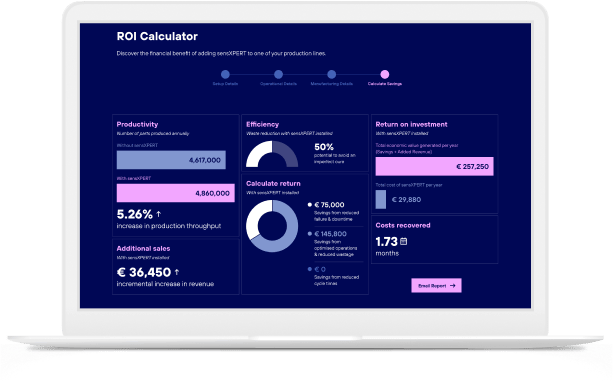
Der ROI-Rechner
Berechnen Sie den Wert von sensXPERT für Ihr Unternehmen
Erwägen Sie sensXPERT für Ihr Unternehmen? Nutzen Sie unseren leistungsstarken ROI-Rechner und sehen Sie, wie viel Rendite dies für Ihr Unternehmen bringen könnte.
ROI-Rechner starten